
Enco
® Vise Tune-UpBy R.G. Sparber with help from members of the Valleymetal Club
January 20, 2007
Copy left protects this article.
I own an Enco copy of a Kurt® vise. It is solid enough but certainly is far from ideal. When I first bought this vise, I re-machined the fixed jaw support so it was perpendicular to the ways. I also had access to a surface grinder so squared up the jaws. It has given me many years of good service but there is always room for improvement.
As the movable jaw is tightened, the part being secured tends to lift. I have it on good authority that even a Kurt vise has this problem but to a lesser extent. Recent discussion within the Valleymetal Yahoo group got me to thinking about this behavior. What exactly causes the lifting? For the longest time I assumed that the movable jaw was lifting up. The real story for at least my vise turns out to be a bit more complicated, and fixable.
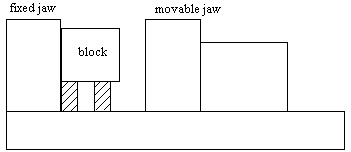
Here is a simplified view of my vise ready to hold a square block. I am not showing the removable jaws. With the jaws open, the block sits on two parallels. When the vise is tightened, the block lifts off of both parallels by a few thou.
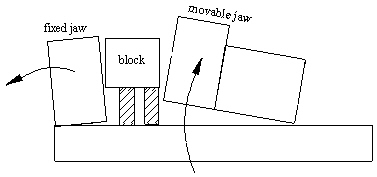 This is an exaggerated view to illustrate possible suspects. The clamping force could cause the movable jaw to rise. The Kurt design is supposed to eliminate this problem but certainly the Enco knock-off is no Kurt. The other suspect is the fixed jaw. It might respond to the clamping force by either bending or rotating with respect to the base of the vise. Either one of these movements will cause the block to lift off of its parallels.
This is an exaggerated view to illustrate possible suspects. The clamping force could cause the movable jaw to rise. The Kurt design is supposed to eliminate this problem but certainly the Enco knock-off is no Kurt. The other suspect is the fixed jaw. It might respond to the clamping force by either bending or rotating with respect to the base of the vise. Either one of these movements will cause the block to lift off of its parallels.
I own a recently restored Starrett® finger Dial Test Indicator (DTI). With it I can see exactly what is going on here. My first test involved placing the DTI finger on the top of the movable jaw with the vise unclamped. I zeroed the DTI and then clamped a parallel tightly. To my surprise, the movable jaw rose less than 0.5 thou. Not bad. This implies that the movable jaw is not a major source of block lifting.
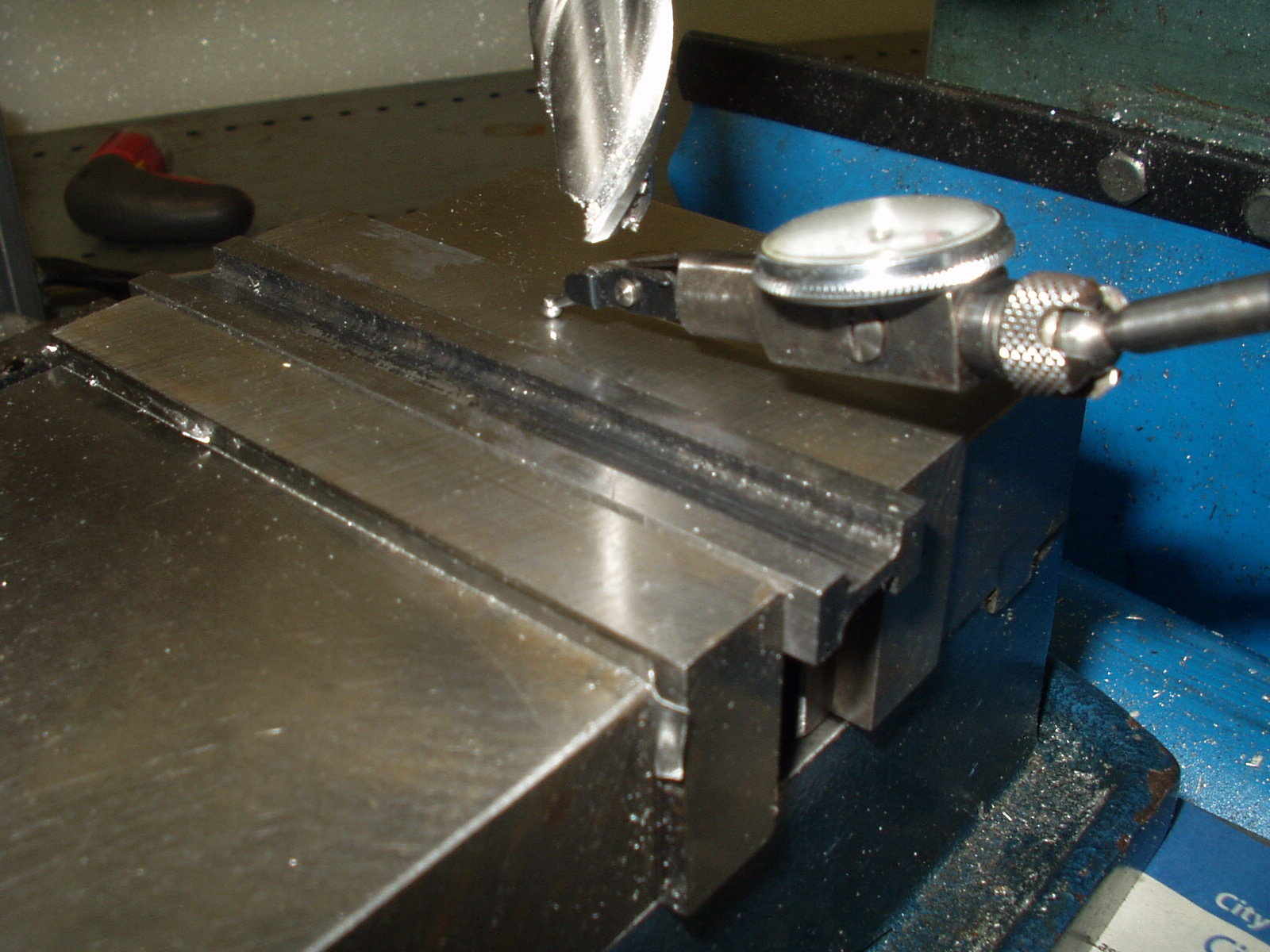 Next I put the DTI on the top of the fixed jaw. It rose by 2 to 3 thou as the vise was tightened. I then put the finger on the vertical face of the jaw. It too showed a deflection of 2 to 3 thou. And finally, I put the DTI on the back of the fixed jaw and saw the same deflection. Put together, this means that the jaw is not bending but rather that the support block is rotating. This block is keyed into the base and held in place with two cap head bolts fed up from the bottom of the vise.
Next I put the DTI on the top of the fixed jaw. It rose by 2 to 3 thou as the vise was tightened. I then put the finger on the vertical face of the jaw. It too showed a deflection of 2 to 3 thou. And finally, I put the DTI on the back of the fixed jaw and saw the same deflection. Put together, this means that the jaw is not bending but rather that the support block is rotating. This block is keyed into the base and held in place with two cap head bolts fed up from the bottom of the vise.
 It was an easy matter to remove the two bolts. One was finger tight (ah ha!) and the other was not all that tight. Using carb cleaner, I removed all congealed oil gunge from both the bottom of the block and top of the vise body. Then I used a 3M® pad to brighten the surfaces. A fine stone was then used to be sure that no burrs were present. One more pass with cleaner before drying. The base now is ready to receive the block.
It was an easy matter to remove the two bolts. One was finger tight (ah ha!) and the other was not all that tight. Using carb cleaner, I removed all congealed oil gunge from both the bottom of the block and top of the vise body. Then I used a 3M® pad to brighten the surfaces. A fine stone was then used to be sure that no burrs were present. One more pass with cleaner before drying. The base now is ready to receive the block.
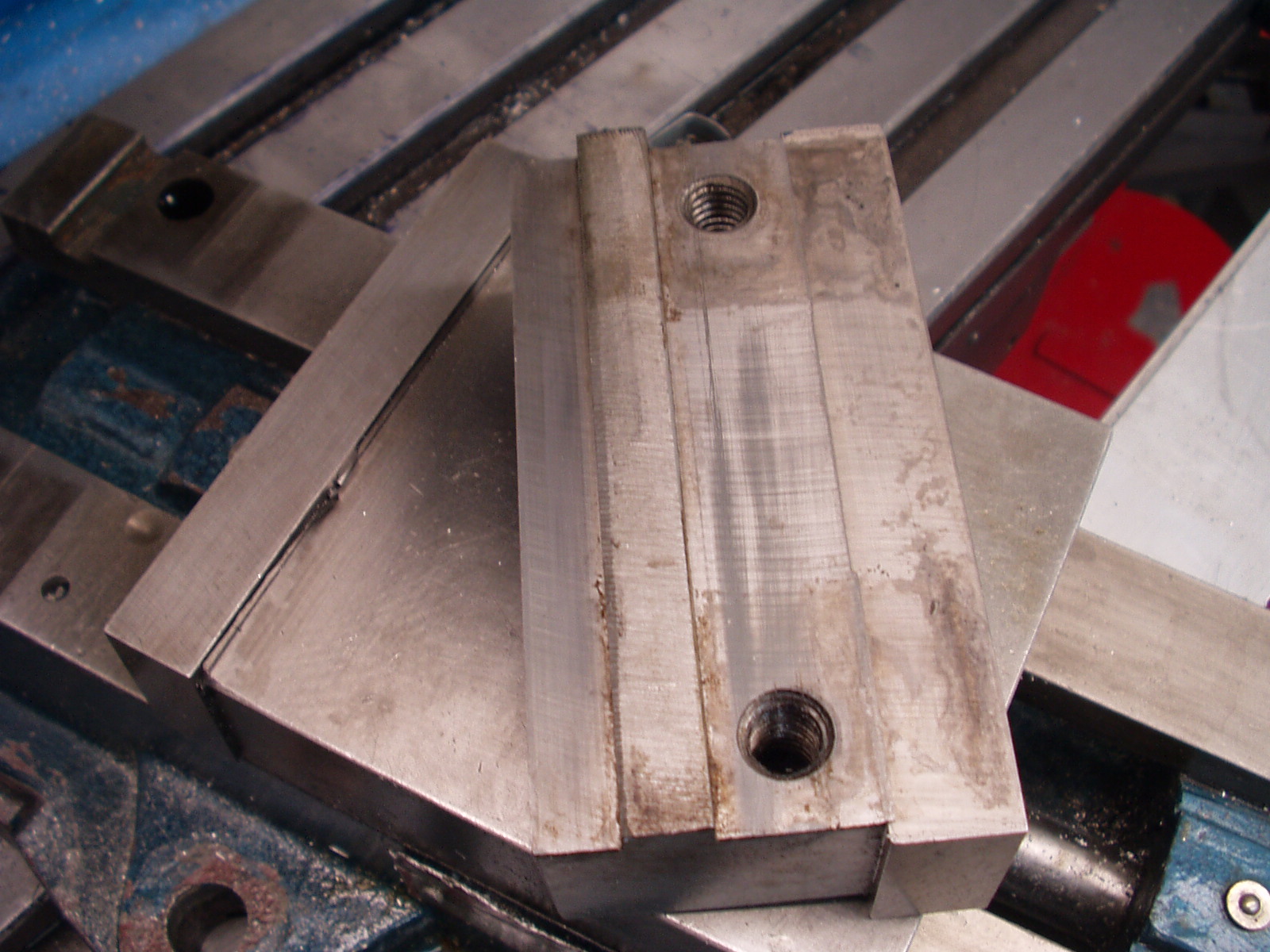
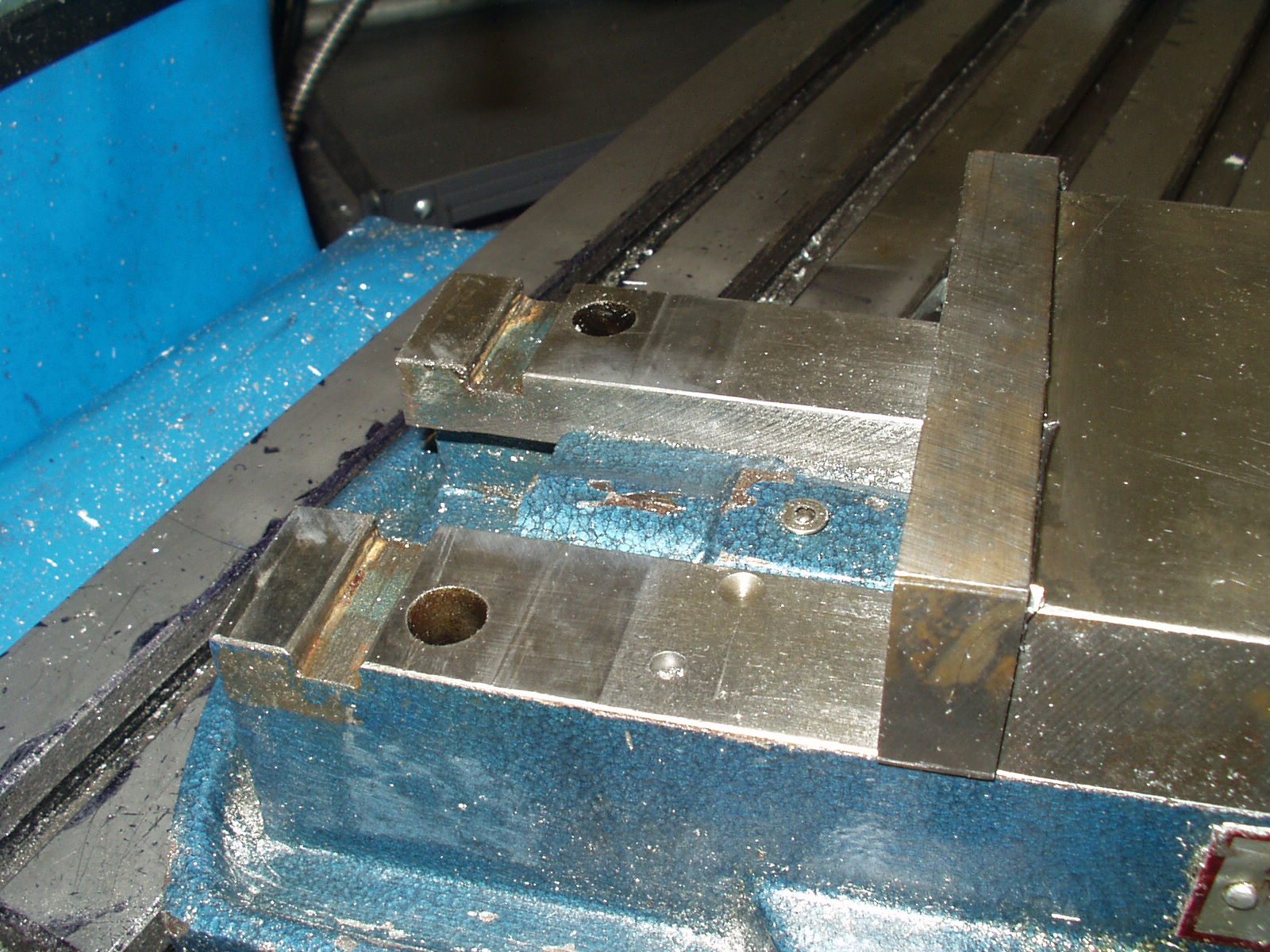
Here you see the bottom of the fixed block ready to be remounted on the vise.
This block was set back onto the vise base and the bolts tightened by hand. Then I did a visual check to be sure it was bedded properly. I then brought out my largest adjustable wrench and put it on the shaft of the allen wrench. This permitted me to tighten the bolts fully. I am not strong enough to do any harm here but those bolts are tight. The vise was then mounted back on the mill table and the DTI brought down on the fixed jaw. Where originally there was a 3 thou rise, it is now less than 0.3 thou. I suspect that this 0.3 thou is mostly the bolts stretching under load.
My vise is now a bit closer to idea. I'll still have to tap down any part it holds, but maybe not as much. The fixed jaw should also hold the part better since it lifts up a lot less.
I am grateful to Skip Campbell, Tom Davis, Steve Koerner, Brian Lamb, and Gene Lucas for their major contributions to this article.
Comments and corrections are always welcome. All of us are smarter than any one of us.
Rick Sparber
Rgsparber@AOL.com