return to home
page
|
Cutting a Helix
with a Vertical Mill
|
|
Goal
|
I needed to cut a 1 thread per
inch helix 0.1" deep into round stock. I did not want to spend months
designing and building a fancy mill atachment. The design below is
cheep, VERY dirty, but works well. All parts were in my junk box.
|
|
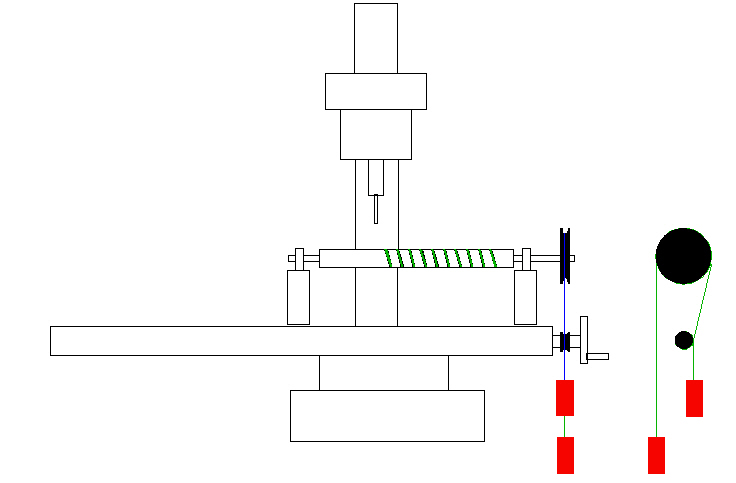
Basic Idea
|
The round stock is linked to the
table feed with a 10 to 1 (thanks Tom) speed reduction. So as the table
feed wheel
turns ten revoltuions, the round stock turns one revolution. One
rev of the hand wheel advances the table 0.100" so ten revs of the hand
wheel advances the table 1" plus turns the round stock 1 rev. Now, here
is is "dirty" part: I wrap steel picture frame wire around both pulleys
and tension it with weights. This provides the gripping so the wheels
do not slip. The wire survives twice needed revolutions and then fails.
So each time I cut a helix into a fresh piece of round stock, I replace
the wire. I make the 0.1" deep cut in one pass.
|
|
|
| return to home
page |
last updated 01/15/2004
|